-
1 capacity planning
The English-Russian dictionary on reliability and quality control > capacity planning
-
2 capacity planning
1) Экономика: планирование загрузки производственных мощностей, планирование производственных мощностей2) Вычислительная техника: планирование вычислительной мощности, планирование пропускной способности3) SAP. планирование численности персонала4) Автоматика: планирование загрузки (оборудования, напр. ГПС)5) Контроль качества: планирование объёма производства6) SAP.тех. планирование мощностей7) МИД: планирование боевого потенциала8) Майкрософт: планирование мощности -
3 production control
1) Общая лексика: планирование2) Техника: аппаратная видеорежиссёра, видеорежиссёрская аппаратная, контроль продукции, управление производством, управление промышленным производством, управление технологическими процессами (промышленным)3) Вычислительная техника: производственный контроль4) Нефть: контроль добычи, ограничение добычи5) Геофизика: контроль динамики добычи6) Реклама: планирование производства7) Деловая лексика: диспетчеризация, контроль производства, регулирование производства, управление производственным процессом8) Глоссарий компании Сахалин Энерджи: регулирование объёма добычи9) Нефтегазовая техника регулирование дебита10) Автоматика: (оперативное) управление производством, технический директор, управление технологическим процессом11) Контроль качества: контроль готовой продукции12) Химическое оружие: контроль производства (различные аспекты автоматического регулирования) -
4 Master Production Schedule
главный календарный план производства
Одна из первых методик, получивших официальный статус стандарта. В её основу входило определение количественных показателей каждого выпускаемого изделия в привязке к временным дискретам планирования (неделя, месяц) в пределах горизонта планирования - так называемое объёмно-календарное планирование. Финансовые результаты также оценивались по периодам.
[ http://www.morepc.ru/dict/]Тематики
EN
объемно-календарный план
1. Предполагаемый план производства изделий. Плановик составляет этот план, и он, в свою очередь, превращается в ряд плановых показателей, являющихся основой для дальнейшего планирования потребности в материальных ресурсах. Это строго производственный план компании (в отличие от прогноза и потребности), выраженный в определенном для производства ассортименте изделий, объемах и сроках их производства. При составлении объемно-календарных планов следует принимать во внимание прогноз, укрупненный производственный план, маркетинговые планы и планы замены продуктовых линий и другие исходные данные, такие как незавершенное производство готовой продукции, наличие материалов, производственных мощностей.
2. Результат процесса объемно-календарного планирования. План, регулирующий производство и закупку изделий, обусловленных данным методом планирования.
3. План более высокого порядка, чем производственный. Планирование осуществляется, как правило, в интервале от месяца до пяти лет. Может быть подготовлен как фактический, так и сценарный MPS.
[ http://www.lexikon.ru/dict/uprav/index.html]Тематики
EN
3.6.26 производственный график (master production schedule): Представление того, что компания планирует производить, выраженное в специальных конфигурациях, количествах и датах.
Примечание - Производственный график не является прогнозом продаж. Однако, производственный график должен учитывать этот прогноз, а также производственный план, готовность материалов, наличие производственных возможностей и политику и цели руководства. Определение взято из словаря [5].
Источник: ГОСТ Р ИСО 15531-1-2008: Промышленные автоматизированные системы и интеграция. Данные по управлению промышленным производством. Часть 1. Общий обзор оригинал документа
Англо-русский словарь нормативно-технической терминологии > Master Production Schedule
-
5 MPS
- технические условия на технологию изготовления
- система с мультипрограммированием
- система определения местоположения при подвижной связи
- сервер MPOA
- основная система (релейной) защиты
- объемно-календарный план
- многопроцессорная система
- минимальные требования к техническим характеристикам
- микропроцессорная система
- групповой поток полезной нагрузки
- главный календарный план производства
главный календарный план производства
Одна из первых методик, получивших официальный статус стандарта. В её основу входило определение количественных показателей каждого выпускаемого изделия в привязке к временным дискретам планирования (неделя, месяц) в пределах горизонта планирования - так называемое объёмно-календарное планирование. Финансовые результаты также оценивались по периодам.
[ http://www.morepc.ru/dict/]Тематики
EN
групповой поток полезной нагрузки
(МСЭ-Т Н.235.0, МСЭ-T H.235.6, МСЭ-Т Н.235).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
микропроцессорная система
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
минимальные требования к техническим характеристикам
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
многопроцессорная система
мультипроцессорная система
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
Синонимы
EN
объемно-календарный план
1. Предполагаемый план производства изделий. Плановик составляет этот план, и он, в свою очередь, превращается в ряд плановых показателей, являющихся основой для дальнейшего планирования потребности в материальных ресурсах. Это строго производственный план компании (в отличие от прогноза и потребности), выраженный в определенном для производства ассортименте изделий, объемах и сроках их производства. При составлении объемно-календарных планов следует принимать во внимание прогноз, укрупненный производственный план, маркетинговые планы и планы замены продуктовых линий и другие исходные данные, такие как незавершенное производство готовой продукции, наличие материалов, производственных мощностей.
2. Результат процесса объемно-календарного планирования. План, регулирующий производство и закупку изделий, обусловленных данным методом планирования.
3. План более высокого порядка, чем производственный. Планирование осуществляется, как правило, в интервале от месяца до пяти лет. Может быть подготовлен как фактический, так и сценарный MPS.
[ http://www.lexikon.ru/dict/uprav/index.html]Тематики
EN
основная система (релейной) защиты
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
сервер MPOA
(МСЭ-Т Y.1310).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
система определения местоположения при подвижной связи
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
EN
система с мультипрограммированием
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
3.50 технические условия на технологию изготовления (Manufacturing Procedure Specification, MPS): Руководство, подготовленное изготовителем, регламентирующее способ достижения требуемых свойств и способ проверки в ходе предлагаемого технологического процесса.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
Англо-русский словарь нормативно-технической терминологии > MPS
-
6 batch
- шихта (в огнеупорах)
- система рецептурного управления технологическим процессом
- серия
- периодического действия
- партия
- замес
- загрузка сырья
загрузка сырья
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
замес
Объём бетонной смеси, получаемый из барабана бетоносмесителя за один цикл перемешивания
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
периодического действия
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.
Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.
Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
шихта
Смесь различных компонентов, предназначенная для приготовления формовочной огнеупорной массы, шликера или расплава.
[ ГОСТ Р 52918-2008]Тематики
EN
3.1 партия (batch); (загрузка): Количество идентичных крепежных изделий из одной производственной партии, обрабатываемых совместно в одно время.
Источник: ГОСТ Р ИСО 4042-2009: Изделия крепежные. Электролитические покрытия оригинал документа
1.5.7 партия (batch): Совокупность ламп одного типа, одновременно предъявленных для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52706-2007: Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения. Эксплуатационные требования оригинал документа
3.6 серия (batch): Определенный набор изделий (деталей), подвергнутых воздействию в качестве единой группы, при этом воздействие имеет одинаковый характер и происходит на протяжении определенного промежутка времени на одной и той же установке.
Примечание - Степень охрупчивания представляет собой функцию концентрации водорода для конкретных изделий данной серии, измеряемой в миллионных долях (млн-1 или ррт); конкретно, это количество водорода, который сохраняет мобильность или свободно мигрирует в зоны высокой концентрации напряжения.
Источник: ГОСТ Р 9.915-2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание оригинал документа
1.3.10 партия (batch): Совокупность ламп одной категории, одновременно предъявляемых для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52712-2007: Требования безопасности для ламп накаливания. Часть 1. Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия оригинал документа
3.1 партия (batch): Совокупность изделий, изготовленных в течение одной операции, имеющих одинаковые свойства и отмеченных единым идентификатором или обозначением.
Источник: ГОСТ Р ИСО 9934-2-2011: Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
3.3 партия (batch): Количество материала, рассматриваемое в качестве единичного элемента и имеющее уникальный ссылочный индекс.
Источник: ГОСТ Р 54259-2010: Ресурсосбережение. Обращение с отходами. Стандартное руководство по сокращению количества отходов, восстановлению ресурсов и использованию утилизированных полимерных материалов и продуктов оригинал документа
Англо-русский словарь нормативно-технической терминологии > batch
-
7 merchandising
1) Общая лексика: продажа продуктов без переработки, торговля атрибутикой, торговля товарами, товароведческий2) Экономика: искусство сбыта, коммерческое планирование производства (включает выбор продукции для производства, определение характеристик, времени, места производства и цены), перепродажа продукции без переработки (промышленной фирмой), сбыт, содействие продвижению товара на рынке, торговля3) Кино: увеличение объёма сбыта4) Лесоводство: разделка лесоматериалов на деловые сортименты, раскряжёвка лесоматериалов на деловые сортименты5) Реклама: продвижение товара, стимулирование сферы торговли6) Патенты: сбытовая политика, мерчандайзинг (часть маркетинга - деятельность, направленная на ускорение продвижения товара)7) Деловая лексика: усилия, необходимые для сбыта товара, продвижение продукта8) Авторское право: мерчендайзинг -
8 MES
- система оперативного управления производством
- система документирования медицинской помощи
- подвижная земная станция
подвижная земная станция
Земная станция подвижной спутниковой службы, предназначенная для работы во время движения и (или) во время остановок.
[ОСТ 45.124-2000 ]Тематики
Обобщающие термины
EN
система документирования медицинской помощи
Одна из систем управления Играми. Данная система обеспечивает сбор информации относительно различных уровней медобеспечения и отчетов для организаций по управлению медицинскими службами (медицинской комиссии МОК и др.). Она также предоставляет онлайн-доступ к краткой истории болезни по каждому пациенту.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
medical encounters system
MES
One of the Games management systems. The medical encounters system gathers information relative to the different levels of healthcare, generated reports for the medical management organizations (IOC Medical Commission and others) and provides an online summary of each case history.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
система оперативного управления производством
-
[Интент]Уровень оперативного управления реализуется с помощью MES-систем.
Классический подход при рассмотрении системы класса MES предполагает 11 функций, которыми такая система должна располагать. Эти функции были определены ассоциацией Manufacturing Execution Systems Association (MESA), и подробное их описание можно найти во многих источниках, например в книге Michael McClellan “Applying Manufacturing Execution Systems”.
Вряд ли найдётся ПО, которое в полной мере будет обладать всей необходимой для оперативного управления функциональностью
Поэтому говоря о программных реализациях оперативного управления, нужно прежде всего выделять самые важные для конкретной ситуации функции и выбирать ту систему, которая поможет решить соответствующие задачи. Не исключено, что для реализации определённого набора функций необходимо будет использовать несколько информационных систем, тесно интегрированных между собой.
Приведём пример такого подхода.
В качестве ядра системы оперативного управления производством может выступать классическая MES-система,
например Factelligence компании CIMNET, обладающая полным набором классических MES-функций. Однако существуют программные компонен ты, «заточенные» на решение определённых задач. Если требуется оптимизационное планирование, то функций модуля планирования MES Factelligence может не хватить и нужно использовать решения класса Advanced Planning Systems (APS), например программный продукт Preactor компании Preactor International, в тесной интеграции с MES-системой. На основе созданного в ERP объёмно-календарного плана производства APS-система сформирует оптимизированный по вы бранным критериям цеховой план.
Если стоит задача отслеживать плановые и учитывать оперативные ремонты оборудования, то совместно с MES-системой можно использовать систему класса Enterprise Asset Management (EAM). В этом случае при составлении плана производства будут учитываться связанные с ремонтами и техническим обслуживанием простои оборудования. В качестве EAM-системы может использоваться и решение на базе программного продукта DataStream.
Не всегда классические MES-системы имеют необходимые для решения специальных задач средства визуализации и агрегирования данных. Здесь их функцию могут выполнить системы класса Enterprise Manufacturing Intelligence (EMI). Они позволяют создавать информационную среду, обладающую Web-интерфейсом, предоставляющую доступ к данным о производственных процессах предприятия и ключевым показателям эффективности и помогающую формировать различные виды отчётов о ежедневной деятельности предприятия. На основе полученной информации EMI-системы позволяют менеджерам принимать своевременные решения, направленные на увеличение эффективности производства и повышение качества выпускаемой продукции. Системы класса EMI позволяют собирать и анализировать данные не только с одного АРМ, линии или завода, но и с нескольких предприятий, расположенных как в одной стране, так и географически распределённых по всему миру. Представителем класса EMI-решений является система ActivePlant.
Решения задач оперативного управления производством невозможно реализовать в полной мере без системы, обеспечивающей получение фактических данных о проходящих на производстве процессах, обработки этих данных и передачи их для анализа, например, в MES систему. Безусловно, в любую ERP- или MES-систему можно ввести подобные данные вручную. Но минусы такого подхода очевидны: это низкая оперативность, высокая вероятность случайных и предумышленных ошибок. Во избежание этих минусов можно реализовать интеграцию MES-уровня с АСУ ТП. В этом случае на систему АСУ ТП возлагается не столько функция управления технологическим процессом, сколько функция регистрации событий, обработки полученной информации, её хранения и предоставления на верхние уровни информационной структуры в требуемом виде.
Таким образом, получаем структуру, изображённую на рис. 2.
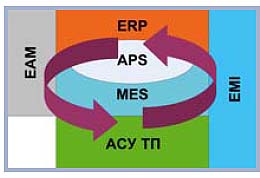
Рис. 2. Структура, решающая задачи оперативного управления производствомВсе компоненты, входящие в эту структуру, принимают участие в решении задач оперативного управления производством. Грани, которыми они соприкасаются, — это области интеграции, где информационные потоки объединяют такие, на первый взгляд, разные программно-аппаратные структуры. Как видно, решаемые задачи охватываются различными программными решениями, и совсем не обязательно, что это будут классические, с точки зрения ассоциации MESA, 11 функций MES-системы. Выбор того, какими средствами будут решаться отдельные задачи, должен производиться очень тщательно, после всестороннего изучения бизнес-процессов, протекающих на предприятии. Поэтому важным элементом успешного внедрения такой комплексной системы, кроме технической реализации, является её организационная реализация.
[Владимир Демидов. Решение задач оперативного управления производством на различных уровнях информационной структуры предприятия. СТА 1/2006]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > MES
-
9 Manufacturing Execution Systems
система оперативного управления производством
-
[Интент]Уровень оперативного управления реализуется с помощью MES-систем.
Классический подход при рассмотрении системы класса MES предполагает 11 функций, которыми такая система должна располагать. Эти функции были определены ассоциацией Manufacturing Execution Systems Association (MESA), и подробное их описание можно найти во многих источниках, например в книге Michael McClellan “Applying Manufacturing Execution Systems”.
Вряд ли найдётся ПО, которое в полной мере будет обладать всей необходимой для оперативного управления функциональностью
Поэтому говоря о программных реализациях оперативного управления, нужно прежде всего выделять самые важные для конкретной ситуации функции и выбирать ту систему, которая поможет решить соответствующие задачи. Не исключено, что для реализации определённого набора функций необходимо будет использовать несколько информационных систем, тесно интегрированных между собой.
Приведём пример такого подхода.
В качестве ядра системы оперативного управления производством может выступать классическая MES-система,
например Factelligence компании CIMNET, обладающая полным набором классических MES-функций. Однако существуют программные компонен ты, «заточенные» на решение определённых задач. Если требуется оптимизационное планирование, то функций модуля планирования MES Factelligence может не хватить и нужно использовать решения класса Advanced Planning Systems (APS), например программный продукт Preactor компании Preactor International, в тесной интеграции с MES-системой. На основе созданного в ERP объёмно-календарного плана производства APS-система сформирует оптимизированный по вы бранным критериям цеховой план.
Если стоит задача отслеживать плановые и учитывать оперативные ремонты оборудования, то совместно с MES-системой можно использовать систему класса Enterprise Asset Management (EAM). В этом случае при составлении плана производства будут учитываться связанные с ремонтами и техническим обслуживанием простои оборудования. В качестве EAM-системы может использоваться и решение на базе программного продукта DataStream.
Не всегда классические MES-системы имеют необходимые для решения специальных задач средства визуализации и агрегирования данных. Здесь их функцию могут выполнить системы класса Enterprise Manufacturing Intelligence (EMI). Они позволяют создавать информационную среду, обладающую Web-интерфейсом, предоставляющую доступ к данным о производственных процессах предприятия и ключевым показателям эффективности и помогающую формировать различные виды отчётов о ежедневной деятельности предприятия. На основе полученной информации EMI-системы позволяют менеджерам принимать своевременные решения, направленные на увеличение эффективности производства и повышение качества выпускаемой продукции. Системы класса EMI позволяют собирать и анализировать данные не только с одного АРМ, линии или завода, но и с нескольких предприятий, расположенных как в одной стране, так и географически распределённых по всему миру. Представителем класса EMI-решений является система ActivePlant.
Решения задач оперативного управления производством невозможно реализовать в полной мере без системы, обеспечивающей получение фактических данных о проходящих на производстве процессах, обработки этих данных и передачи их для анализа, например, в MES систему. Безусловно, в любую ERP- или MES-систему можно ввести подобные данные вручную. Но минусы такого подхода очевидны: это низкая оперативность, высокая вероятность случайных и предумышленных ошибок. Во избежание этих минусов можно реализовать интеграцию MES-уровня с АСУ ТП. В этом случае на систему АСУ ТП возлагается не столько функция управления технологическим процессом, сколько функция регистрации событий, обработки полученной информации, её хранения и предоставления на верхние уровни информационной структуры в требуемом виде.
Таким образом, получаем структуру, изображённую на рис. 2.
Рис. 2. Структура, решающая задачи оперативного управления производствомВсе компоненты, входящие в эту структуру, принимают участие в решении задач оперативного управления производством. Грани, которыми они соприкасаются, — это области интеграции, где информационные потоки объединяют такие, на первый взгляд, разные программно-аппаратные структуры. Как видно, решаемые задачи охватываются различными программными решениями, и совсем не обязательно, что это будут классические, с точки зрения ассоциации MESA, 11 функций MES-системы. Выбор того, какими средствами будут решаться отдельные задачи, должен производиться очень тщательно, после всестороннего изучения бизнес-процессов, протекающих на предприятии. Поэтому важным элементом успешного внедрения такой комплексной системы, кроме технической реализации, является её организационная реализация.
[Владимир Демидов. Решение задач оперативного управления производством на различных уровнях информационной структуры предприятия. СТА 1/2006]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > Manufacturing Execution Systems
См. также в других словарях:
Планирование научно-технического прогресса — в СССР, составная часть планирования народного хозяйства (См. Планирование народного хозяйства); важный фактор успешного развития науки и техники, повышения технического уровня производства и эффективности народного хозяйства, позволяющий … Большая советская энциклопедия
планирование АПК — планирование АПК, основной метод регулирования пропорций развития и размещения отраслей АПК. Необходимость П. АПК предопределена тесными межотраслевыми связями в комплексе. Система единого П. АПК, находящаяся в стадии становления, включает… … Сельское хозяйство. Большой энциклопедический словарь
Планирование денежного обращения — регулирование количества денег в обращении в соответствии с потребностями социалистического расширенного воспроизводства (см. также Кассовое планирование и Кассовый план). П. д. о. оказывает активное воздействие на планомерное… … Большая советская энциклопедия
Планирование эксперимента — (англ. experimental design techniques) комплекс мероприятий, направленных на эффективную постановку опытов. Основная цель планирования эксперимента достижение максимальной точности измерений при минимальном количестве проведенных… … Википедия
Планирование народного хозяйства — в СССР, основной метод осуществления экономической политики Коммунистической партии, направленной на всесторонний подъём производительных сил общества и всё более полное удовлетворение материальных и духовных потребностей народа. С… … Большая советская энциклопедия
Планирование оперативно-производственное — система расчётов по текущему регулированию хода производства в целях обеспечения равномерной и ритмичной работы предприятия. П. о. п. органически составная часть внутризаводского планирования (См. Внутризаводское планирование). В процессе … Большая советская энциклопедия
ПЛАНИРОВАНИЕ СЕЛЬСКОХОЗЯЙСТВЕННОГО ПРОИЗВОДСТВА — в СССР, осн. метод регулирования пропорций расширенного воспроиз ва в с. х ве с целью наиб. полного удовлетворения потребностей страны в продовольствии, пром сти в сырье, эффективного использования ресурсов; составная часть системы планирования… … Сельско-хозяйственный энциклопедический словарь
Внутризаводское планирование — деятельность коллектива работников социалистического предприятия по установлению заданий цехам и производственным участкам и разработке мер, обеспечивающих их выполнение. По периоду времени, на который разрабатываются задания, различается … Большая советская энциклопедия
Международная специализация и кооперирование производства — в социалистических странах, важнейшие формы развития международного социалистического разделения труда в межотраслевом и внутриотраслевом разрезах. Содействуют повышению экономической эффективности и технического уровня производства в… … Большая советская энциклопедия
Централизованное планирование — Плановое хозяйство, также плановая экономика форма экономического устройства, в которой средства производства в основном принадлежит государству и специальный государственный орган регулирует ассортимент и объёмы производства всех товаров и… … Википедия
Автоматизация производства — процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам. А. п. основа развития современной промышленности, генеральное… … Большая советская энциклопедия